メッセージ
折り返しご連絡いたします!
 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。
メールを確認してください!
送信
より多くの情報はより良いコミュニケーションを促進します。
氏
- 氏
- ミセス
OK
正常に送信されました!
折り返しご連絡いたします!
OK
メッセージ
折り返しご連絡いたします!
メッセージは20〜3,000文字にする必要があります。
メールを確認してください!
送信

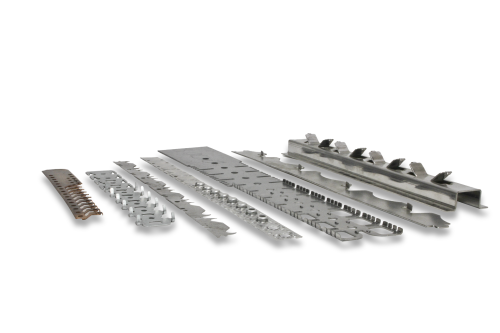 最初に、ストリップの金属は
最初に、ストリップの金属は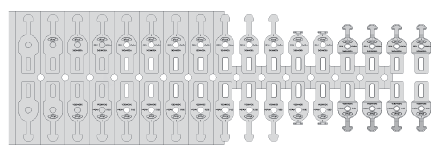
 曲がること:あなたの押された金属部分にくねりを設計しているとき、十分な材料を可能にすることは重要です—くねりを行う十分な材料があるようにあなたの部分およびブランクを設計することを確かめて下さい。覚えるべきある重要な要因:
曲がること:あなたの押された金属部分にくねりを設計しているとき、十分な材料を可能にすることは重要です—くねりを行う十分な材料があるようにあなたの部分およびブランクを設計することを確かめて下さい。覚えるべきある重要な要因: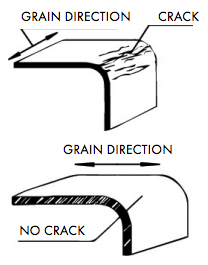
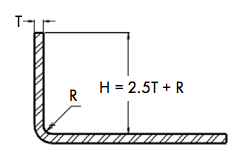
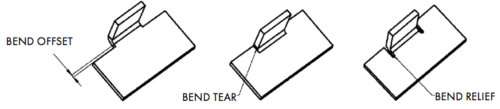
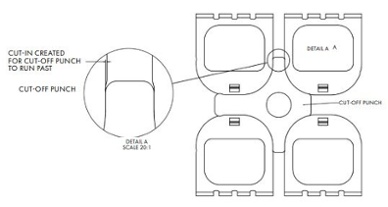
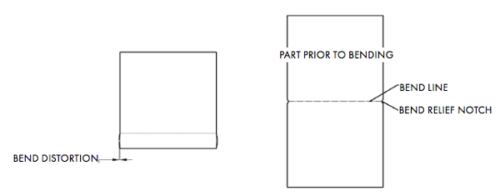 くねりのゆがみ/膨らみ:くねりのゆがみによって引き起こされる膨張は½大きい場合もあります物質的な厚さ。物質的な厚さがおよび増加すると同時に曲げ半径の減少はゆがみ/膨らみより厳しくなります。切られる運送網および「不適当な組み合わせ」:これは部品の非常にわずかな組込みか隆起が要求される、普通約.005"深くときです。この特徴は混合物を利用するとき必要ではないですまたは進歩的な利用するとき移動は工具細工をタイプしますが、用具を使うことを死にます要求されます。
くねりのゆがみ/膨らみ:くねりのゆがみによって引き起こされる膨張は½大きい場合もあります物質的な厚さ。物質的な厚さがおよび増加すると同時に曲げ半径の減少はゆがみ/膨らみより厳しくなります。切られる運送網および「不適当な組み合わせ」:これは部品の非常にわずかな組込みか隆起が要求される、普通約.005"深くときです。この特徴は混合物を利用するとき必要ではないですまたは進歩的な利用するとき移動は工具細工をタイプしますが、用具を使うことを死にます要求されます。